
Gewindefräser | Ablaufschritte & Vorteile - Rebell-Tools
Gewindefräsen bietet gegenüber dem Gewindebohren und Gewindeschneiden eine Reihe von Vorteilen. Es lassen sich mit nur einem Werkzeug Rechtsgewinde und Linksgewinde herstellen, wobei nur sehr wenige Späne erzeugt werden. Es sind sehr hohe Schnittgeschwindigkeiten bei gleichzeitigem geringem Schnittdruck möglich. Mit Vollhartmetall-Gewindefräser können fast alle Werkstoffe bearbeitet werden.
Die Werkzeugzähne des Gewindefräsers bilden keine Steigung, die Gewindesteigung muss von der Fräsmaschine mit der Z-Achse erzeugt werden. Durch das spiralförmige Schrägeintauchen des rotierenden Gewindefräsers entsteht das Gewinde. Erforderlich ist allerdings eine CNC-Fräsmaschine mit mindestens drei Achsen (XYZ).
Machen Sie Ihre Einkäufe noch einfacher, indem Sie unseren Onlineshop besuchen. Bei uns finden Sie eine große Auswahl an Gewindefräsern und eine benutzerfreundliche Bestellprozess

Vorteile des Gewindefräsens mit Vollhartmetall-Schaftgewindefräser
- Gewindemaßhaltigkeit ist beeinflussbar
- Werkzeugbruch führt nicht unmittelbar zum Werkstückausschuss
- geringerer Leistungsbedarf als beim Gewindebohren
- kurze Bearbeitungszeiten durch hohe Schnittgeschwindigkeiten
- sehr gute Oberflächengüte der Gewinde
- bei gleicher Steigung großer Durchmesserbereich bearbeitbar
- keine Spanprobleme (durch kurze Frässpäne)
- mit demselben Werkzeug Rechts- oder Linksgewinde, Sackloch- und Durchgangsbohrung herstellbar
- geringe Fräskräfte, Bearbeitung dünnwandiger Werkstücke möglich
- Schnittgeschwindigkeit und Vorschub können jeweils individuell zu dem zu bearbeitenden Werkstoff angepasst werden
- Vermeiden von Spanwurzelresten im Bohrungsgrund
- kein Drehrichtungswechsel mit der Hauptspindel notwendig
- kein Gewindeschneidfutter erforderlich, Standardfutter ist ausreichend
- exakte Gewindetiefe
- keine Gewindeausbrüche
- bei Sacklochgewinden Gewindefertigung bis nahe zum Grund möglich
- geringe Werkzeugkosten bei großen Gewinden
- einfache Bearbeitung schwer zerspanbarer Werkstoffe
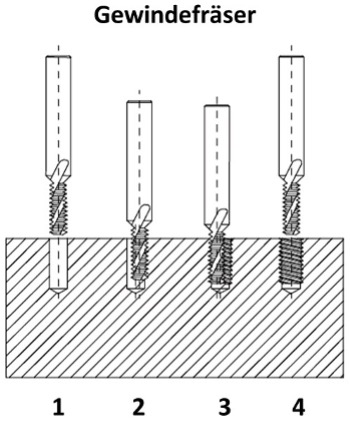
Ablaufschritte für Gewindefräser unser Typ HM-F
- Werkzeug fährt auf Startposition zentrisch über die Bohrung
- Beginnen des Gewindefräsens mit Einfahrschleife
- Fräsen des Gewindes mit anschließender Ausfahrschleife
- Verfahren auf Startposition und beenden des Bearbeitungsvorgangs

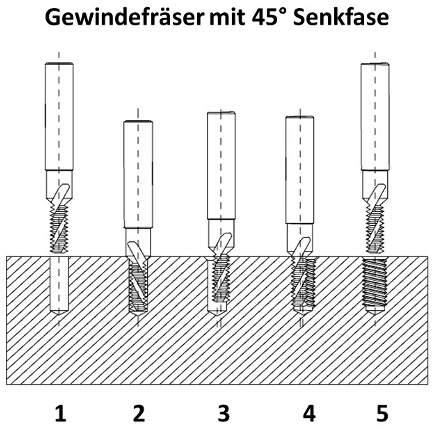
Ablaufschritte für Gewindefräser mit Senkfase
- Werkzeug fährt auf Startposition zentrisch über die Bohrung
- Ansenken der 90° Fase
- Beginnen des Gewindefräsens mit Einfahrschleife
- Fräsen des Gewindes mit anschließender Ausfahrschleife
- Verfahren auf Startposition und Beenden des Bearbeitungsvorgangs
Gewindefräser mit Senkfase fräsen außer dem Gewinde zusätzlich eine 90° Fase an den Gewindeanfang.
Die Vorteile des Gewindefräser mit Senkfase
- Hohe Produktivität durch Senken und Gewindefräsen in einem
- Arbeitszyklus ohne Werkzeugwechsel
- Verkürzung der Haupt- und Nebenzeiten
- Einsparung von Magazinplätzen im Werkzeugmagazin
- Einsparung an Werkzeugwechselzeit
- Zeiteinsparung beim Rüsten

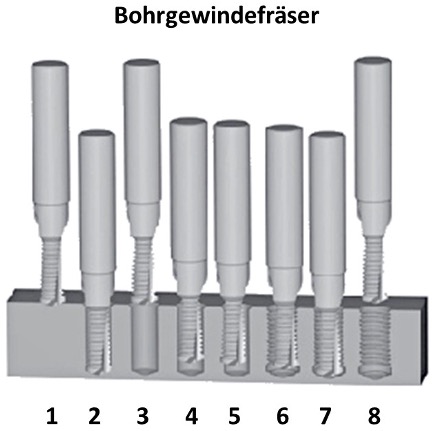
Ablaufschritte für Bohrgewindefräser mit Senkfase
- Werkzeug fährt auf Startposition
- Bohren des Kernlochs und Ansenken
- Rückzug des Werkzeuges aus der Bohrung zum Entspannen
- Fahren auf Startposition des Gewindefräszyklus
- Beginnen des Gewindefräsens mit Einfahrschleife
- Gewindefräsbearbeitung
- Beenden des Gewindefräsvorganges mit Ausfahrschleife
- Fahren auf Startposition und beenden des Bearbeitungsvorganges
Durch Bohrgewindefräser mit 45° Senkfase werden Kernlochbohrung, Gewinde und Senkfase mit nur einem Werkzeug hergestellt. Zu beachten ist das sie nur in sehr gut zerspanbare Werkstoffe wie Messing, Aluminium, Gusswerkstoffe, und Kunststoff einsetzbar sind.
Vorteile des Bohrgewindefräsers mit Senkfase
- Verkürzung der Haupt- und Nebenzeiten
- Kein Werkzeugwechsel
- Einsparung von zwei Werkzeugplätzen
- Exakte Konzentrizität von Kernlochbohrung und Gewinde
- Einschraublänge ist nur 1,3 x Steigung (P) kürzer als die Bohrtiefe
- Für Durchgangsloch und Sackloch geeignet

GEWINDEFRÄSER - WAS BENÖTIGEN SIE UM EIN GEWINDE ZU FRÄSEN?
Eine erfolgreiche Verwendung eines Gewindefräsers von Rebell erfordert die Beachtung bestimmter Anforderungen und Bedingungen, um ein optimales Ergebnis zu erzielen. Um Ihnen bei der Verwendung dieses Werkzeugs zu helfen, möchten wir Ihnen einige wichtige Faktoren vorstellen, die Sie berücksichtigen sollten. Eine sorgfältige Vorbereitung und Durchführung des Fräsprozesses kann dazu beitragen, dass Sie die bestmöglichen Ergebnisse erzielen und Ihre Projekte mit höchster Genauigkeit und Effizienz abschließen können.

- Fachwissen: Um Gewinde erfolgreich fräsen zu können, ist es wichtig, ein solides Verständnis für die Funktionsweise von Gewindefräsern und die Technik des Fräsens zu haben. Dies beinhaltet Kenntnisse über die verschiedenen Arten von Gewindefräsern, die richtige Auswahl des Fräswerkzeugs, die Wahl der richtigen Schnittparameter und die richtige Verwendung der Maschine.
- Zugang zu einer Fräsmaschine: Um Gewinde fräsen zu können, benötigen Sie Zugang zu einer Fräsmaschine, die mit dem Gewindefräser kompatibel ist. Die Maschine sollte über eine drei-Achsen (XYZ) Konfiguration verfügen, um die korrekte Bewegung des Fräswerkzeugs sicherzustellen.
- Sicherheitsausrüstung: Die Sicherheit ist beim Fräsverfahren von entscheidender Bedeutung. Daher ist es wichtig, dass Sie über die notwendige Sicherheitsausrüstung verfügen, wie z.B. Schutzbrille, Gehörschutz und Schutzhandschuhe. Diese Schutzmaßnahmen helfen dabei, Augen- und Gehörschäden zu vermeiden und sicherzustellen, dass Sie während des Fräsprozesses geschützt sind.
- Geeignete Werkstoffe: Um ein erfolgreiches Ergebnis beim Fräsen von Gewinden zu erzielen, müssen Sie über geeignete Werkstoffe verfügen. Es ist wichtig zu wissen, welche Materialien für das Fräsverfahren geeignet sind, und welche Eigenschaften sie haben, um eine optimale Leistung und ein zufriedenstellendes Ergebnis zu erzielen.
Wenn Sie sicherstellen, dass alle Bedingungen und Anforderungen, die für das Fräsen von Gewinden mit einem Gewindefräser erforderlich sind, erfüllt sind, haben Sie gute Chancen auf ein erfolgreiches Ergebnis. Es ist jedoch wichtig zu beachten, dass das Fräsen von Gewinden eine komplexe und anspruchsvolle Aufgabe sein kann. Daher wird es dringend empfohlen, dass Sie sich bei unsicherheiten oder Unklarheiten von einem erfahrenen Fachmann beraten lassen. Unser Team steht Ihnen jederzeit zur Verfügung, um Sie bei der Beratung und beim Kauf des richtigen Gewindefräsers zu unterstützen und zu begleiten.
Machen Sie Ihre Einkäufe noch einfacher, indem Sie unseren Onlineshop besuchen. Bei uns finden Sie eine große Auswahl an Gewindefräsern und eine benutzerfreundliche Bestellprozess.